
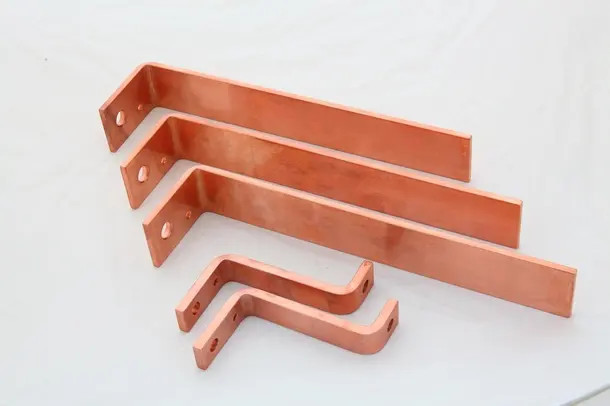
OEM Busbar Jumper Bar Metal Stamping Part van het Douanekoper
Definitie van koperbusbar: Koperbusbar, als koper dat ookbusbar wordt bekend, is harde busbar. Koperbusbars worden gebruikt zoals huidig-overbrengend koperbars. Koperbusbars hebben goed elektrogeleidingsvermogen, warmtegeleidingsvermogen, corrosieweerstand, hoge mechanische sterkte, geen lage temperatuurbroosheid, gemakkelijk lassen, en gemakkelijke drukverwerking.
Koperbusbar het lassen richt:
1. De toelaatbare omgevingstemperatuur van de koperbusbar lassenplaats is boven 5 °C;
2. Het beschermende gas is argon;
3. Selecteer HS201 de zuivere koperdraad voor koperbusbar lassendraad, de stroom CJ301, mengeling CJ301 van het gaslassen in een deeg met absolute ethylalcohol (alcohol) vóór het lassen, toevoegt en dan het op de groefoppervlakte van de gelaste constructie borstelt;
4. Verwarm de de lassendraad en stok aan CJ301 vóór lassen;
5. De selectie van lassenprocédé parameters, het handbooglassen van het wolframargon keurt de positieve polariteit van gelijkstroom goed;
6. De elektrische lassenmachine zou goede prestaties, flexibele huidige aanpassing en gemakkelijke verrichting moeten hebben;
7. De het voorverwarmen methode van koperbusbar keurt het elektrische verwarmen en vlam het verwarmen goed;
8. Verwarm temperatuurselectie, dikte δ voor
9. Het lassen in de terughoudendheidsomstandigheden zoveel mogelijk moeten zou worden vermeden, zou de tussenlaagtemperatuur in het lassenprocédé strikt moeten worden gecontroleerd, en het lassen zou met een kleine schommeling en een kleine lijnenergie moeten worden uitgevoerd;
10. De lassennaad zal vlek- wordenbevestigd, zal de lengte geen minder dan 10mm zijn, zal het aantal van vlek-bevestigt gelijk verdeeld worden, en het aantal van vlek-bevestigt zal geen minder dan 3 zijn;
11. Multi-layer multi-pass lassenprocédé zou voor lassen met dikte δ>4mm moeten worden gebruikt;
12. De zwarte die vlekken door op hoge temperatuur tijdens lassen zouden worden veroorzaakt op tijd moeten worden schoongemaakt, en het schoonmaken tussen lagen zou met roestvrij staalstaalborstels moeten worden uitgevoerd;
13. De kwaliteit van vleklassen op tijd vóór het lassen moeten zou worden gecontroleerd, en het lassen kan worden uitgevoerd slechts nadat de inspectie bevestigt dat er geen tekort is;
14. Versterk het middeninspectieproces, zoals: na kopspijkerlassen, tussen de laslagen en na al lassen, moeten allen worden geïnspecteerd en, strikt de lassenprocédé vereisten voldoen om de lassenkwaliteit van koperbusbars te verzekeren.
Productparameters
|
Materiaal
|
Het non-ferrolegeringsmateriaal zoals koolstofstaal, roestvrij staal, galvaniseerde staal, aluminium, koper, messing, enz.
|
|
De oppervlakte eindigt
|
Allerlei oppervlaktebehandeling zijn beschikbaar als chroomplateren, zinkplateren, inkepingsplateren, poederdeklaag, e-deklaag, onderdompeling
deklaag, spiegel het oppoetsen, enz. |
|
Toepassing
|
Kabinetten de met hoog voltage van de machtsdistributie, de zwakstroomkabinetten van de machtsdistributie, transformatoren en andere verbindende leiders van het machtsmateriaal
|
|
Verwerking
|
Ons proces omvat het bewerken vervaardiging, het stempelen, diepe tekening, ponsen, het spinnen, laserknipsel, naadloos buigen,
het lassen, het machinaal bewerken en assemblage |
|
Kwaliteitscontrole
|
Online aansprakelijkheidssysteem en Periodieke QC elk uur
|
|
Hoofdmarkt
|
USA/Germany/Canada/Italy/het Verenigd Koninkrijk/Australië/Pakistan/het Frans, enz.
|
![]()
![]()
![]()
![]()












